Технология производства гофрокартона | Как устроено производство трехслойного гофрокартона
Оптимальным материалом для производства упаковочной тары сегодня считается гофрированный картон. Он отвечает всем традиционным требованиям к современной упаковке и обеспечивает ей наличие следующих свойств:
- высокой прочности;
- жесткости;
- твердости;
- повышенной амортизационной способности.
Важнейшими достоинствами гофрокартона считаются его экологичность и доступная цена. По этой причине данный материал удовлетворяет всем запросам потребителей.
Краткая история
Массовое производство гофрированного картона началось в далеком 1874 году и продолжается вот уже 150 лет. Новый материал был запатентован за 3 года до этого американцем Альбертом Джонсом. С тех пор претерпели существенные изменения оборудование для его производства, технологии, да и сам гофрокартон. Первые в мире образцы были двухслойными. Они содержали один плоский и один гофрированный слой. Сейчас в России и во всем мире выпускают трех-, пяти- и семислойные разновидности.
Развитие линий по производству гофрокартона
Процесс изготовления гофрокартона с течением времени также был видоизменен. Он может осуществляться несколькими способами. Выбор самого подходящего из них зависит от ряда факторов. К ним относятся стоимость оборудования и возможность его производства внутри страны. Ведь доставка гофроагрегатов даже из ближних стран обходится весьма недешево. Оказывают влияние и другие обстоятельства.
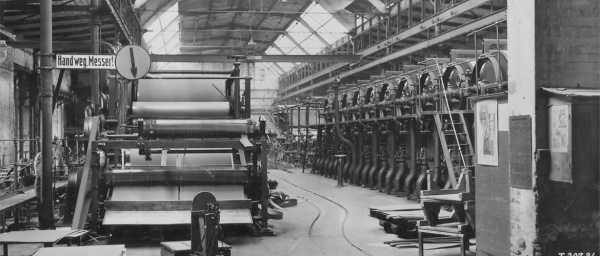
Самое первое поколение оборудования для производства листового трехслойного гофрокартона было изготовлено из пушечных стволов. Рифленые валы нагревались с помощью газовых горелок. Машину приводили в движение ручным способом. В ходе дальнейшего наращивания гофропроизводства было создано более сложное оборудование. Благодаря ему стало возможным осуществить целый комплекс операций по обработке исходного сырья. Были разработаны гофроагрегаты с различными секциями. В каждой из них поочередно осуществлялись следующие технологические операции:
- нагрев бумажного полотна;
- создание волнистого слоя;
- нанесение клея;
- склеивание слоев между собой в нужном порядке.
Применение более новых технологий позволило увеличить скорость изготовления гофрированного картона. Чтобы проследить за этим явлением, обратимся к статистике, предложенной Википедией. В 1890 г. максимальная скорость производства составляла 3 м/мин. В 1930 г. она достигла 100 м/мин. В настоящее время создано оборудование со скоростью работы в 300 м/мин.

Все существующие технологии производства по сей день актуальны. Некоторые небольшие предприятия продолжают производить гофрокартон с использованием рифленых валов. Их нагревают до необходимой температуры и прогоняют через них простой картон или бумагу. В результате получают трехслойный материал необходимого профиля. Для формирования волнистых слоев рифленые валы нагревались до температуры 150-180 градусов.
Новейшие технологии по своей сути мало отличаются от списанного выше способа. Зато значительно изменилось само оборудование — стало более технологичным и совершенным. Это значительно упростило процесс изготовления гофрокартона.
Сегодня при изготовлении этого материала используют все те же рифленые валы. Но сам технологический процесс стал полностью автоматизированным. От обслуживающего персонала требуется только своевременная подача бумаги на валы, а также укладка готового гофрокартона на поддоны.
Основные этапы производства гофрокартона
1 этап.
Первый этап состоит в подготовке сырья и оборудования, а также в организации рабочего процесса. В это время осуществляют комплектацию агрегата рулонами бумаги различной плотности. Для внутренних слоев этот показатель должен составлять 100-140 г/м2, для внешних – 150-235 г/м2. Бумагу разматывают и подают на промежуточные валики. Там выполняют ее увлажнение и нагревание. Качественное выполнение этого этапа повышает качество готового гофрокартона.
2 этап.
Второй этап – это гофрирование, нанесение клея и склеивание. Для гофрирования плоскую бумагу пропускают через валы с волнистым профилем, нагретые до 150-180 o
3 этап.
3 этап заключается в нарезке и рилевке готового гофрокартона. После этого его укладывают на поддоны и отправляют на склад. При необходимости на поверхность материала наносят много- или одноцветную печать.

www.utupack.ru
Гофрокартон и особенности его производства
Министерство науки и образования Российской Федерации
Северо-западный институт печати
Санкт-петербургский государственный университет технологии и дизайна
Факультет полиграфических технологий и оборудования
Специальность 261202 «Технология полиграфического производства»
Форма обучения: заочная
Кафедра «Технологии полиграфического производства»
Курсовая работа
По дисциплине: «Материаловедение»
Тема работы: «Гофрокартон и особенности его производства»
Студент Юртаев С.В.
Группа ТЗ-4
Руководитель Груздева И.Г.
Санкт-Петербург, 2010
Содержание
Введение
1 Виды гофрокартона
1.1 Форма гофры
2 Особенности производства гофрокартона
2.1 История развития гофрокартона
2.2 Производство гофрокартона
2.3 Картон
2.4 Клей для производства гофро картона
3 Применение и переработка
3.1 Технология производства гофротары
Заключение
Список используемых источников
Введение
Гофрокартон — наиболее часто используемый в промышленности упаковочный материал, отличающийся малым весом, стоимостью, но высокими физическими параметрами. Является одним из наиболее распространённых материалов в мире для использования в качестве упаковки. Особенностью производства гофрокартона является возможность использовать бумагу и картон, полученные из макулатуры, что позитивно с точки зрения экономии ресурсов и защиты окружающей среды.
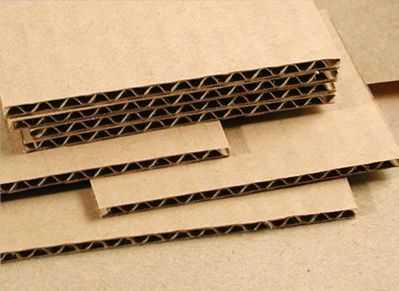
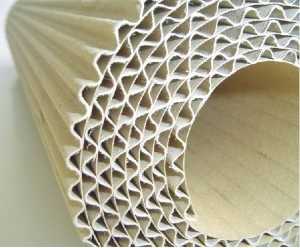
Гофрокартон состоит, как правило, из трёх слоёв: двух плоских слоёв картона (топлайнеры) и одного слоя бумаги между ними, имеющего волнообразную (гофрированную) форму (флютинг). Такая композиция слоёв делает гофрокартон, несмотря на характеристики его компонентов, особенно жёстким, обладающим сопротивлением как в направлении, перпендикулярном плоскости картона, так и в направлениях вдоль плоскостей. Для дальнейшего улучшения физических свойств упаковки из гофрокартона применяются пяти- и семислойный гофрокартон — материал, при котором слои картона и бумаги чередуются один за другим. Размеры, качество и прочие параметры упаковки из гофрокартона устанавливаются отраслевыми стандартами, накладывающими также свои требования к процессу производства.
История гофрокартона
Гофрированная бумага была запатентована в 1856 году в Великобритании и использовалась как подкладка под шляпы. Гофрокартон в сегодняшнем понимании этого слова был запатентован двадцатью пятью годами позже, 20 декабря 1871 года, американцем Альбертом Джонсом из Нью-Йорка. Это был двухслойный гофрокартон: картон, у которого отсутствовал один из плоских слоёв. Первая машина для производства гофрокартона была построена в 1874 году — с этого момента началось массовое производство, постепенно распространившееся на весь мир. В том же году впервые был произведён трёхслойный гофрокартон. В настоящее время по всему миру в производстве гофроупаковки занято более трёхсот тысяч человек, в мире насчитывается более полутора тысяч производств.
В 2005 году на душу населения производилось следующее количество гофрированного картона (в килограммах) :
США 77
Япония 69
Италия 64
Испания 55
Бельгия 54
Австрия 52
Германия 49
Дания 49
Франция 48
Нидерланды 43
Ирландия 39
Великобритания 38
Швеция 38
Марки гофрокартона
По своим физическим свойствам и строению гофрокартон делится на классы, маркируемые буквой, обозначающей количество слоёв и номером класса. Наиболее употребляемый в промышленности трёхслойный гофрокартон классов Т-21, Т-22, Т-23, Т-24. Пятислойный гофрокартон обозначают буквой П, двухслойный — буквой Д.
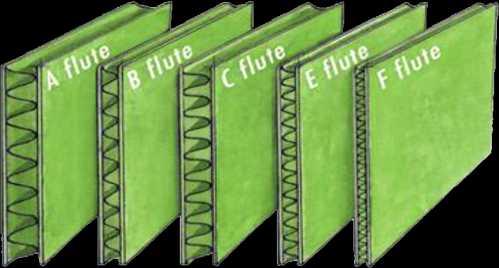
Гофрокартон различают по виду профиля — геометрическим размерам внутренних волн, определяющим геометрические и физические характеристики гофрокартона. Диапазоны размеров высоты и ширины волн группируют по классам, обозначаемым латинскими буквами A, B, C и т.д. Ниже приведена таблица профилей гофрокартона
Таблица 1
Марки картона отличаются друг от друга абсолютным сопротивлением продавливанию (МПа), удельным сопротивлением разрыва с приложением разрушающего усилия вдоль гофров (кН/м), сопротивлением торцевого сжатия гофров (кН/м).
Микрогофрокартон
Микрогофрокартон — трехслойный гофрированный картон толщиной от 1,5 до 1,8 мм. В отличие от гофрокартона, микрогофрокартон за счет меньшей толщины имеет несколько меньшие прочностные характеристики, применяется для более легких конструкций, требующих товарного вида. Микрогофрокартон имеет более низкие амортизирующие качества по сравнению с гофрокартоном и поэтому при выборе материала для хрупкой упаковки данный недостаток стоит учитывать.
Микрогофрокартон маркируется буквой «Е» и имеет свою историю от первоначального наименования марки микрогофрокартона «Элита» (Elite), производство которого было налажено в США. Малая высота гофры и меньшая ширина гофров у этой марки, позволяет получить ровную поверхность и высокую плоскостную жесткость.
Используется микрогофрокартон для индивидуальной, презентабельной картонной упаковки, как правило, с офсетной и флексо печатью.
Преимущества использования микрогофрокартона: Легкая и прочная конструкция, которая лучше защищает находящийся внутри товар; Подходит как для упаковки крупных, так и небольших по размерам товаров в любой отрасли промышленности и для пищевых продуктов. Этот вид гофры позволяет создавать даже очень маленькие коробки, которые имеют достаточно привлекательный внешний вид.
Двухслойный гофрокартон
Маркируется буквой «Д» — (так называемая, «двухслойка»), (рисунок 1), состоит из одного плоского и одного гофрированного слоев. Этот вид гофрированного картона гибкий, сматывается в рулон, хотя может быть изготовлен и в листах.
Рис.1
Пятислойный гофрокартон
«П» — пятислойный гофрокартон, состоящий из трех плоских (двух наружных и одного внутреннего) и двух гофрированных слоев. Возможно изготовление пятислойного гофрокартона типа «В+В», «В+С» «В+Е» и т. д.
Редко применяемые виды гофрокартона
Четырехслойный гофрированный картон — это сочетание одного наружного и одного внутреннего лайнера и двух гофрированных сред. Этот вид гофрокартона изготавливается в листах и используется, как правило, для каширования. В России наиболее популярен четырёхслойный гофрокартон с профилем «С+Е».
Семислойный гофрированный картон состоит из трех гофрированных, двух плоских наружных и двух плоских внутренних слоев
Более 90% производимого гофрокартона в мире имеет синусообразную форму гофры (рисунок 2). Иногда для специальных целей производится V-образная гофра.
Рис.2
Преимущества гофрокартона по сравнению с другими упаковочными материалами.
Плюсы
Основные преимущества картона всем известны. Он легок (ящи
mirznanii.com
Технология производства гофротары
Выбор оборудования, а также технология производства гофротары во многом зависят от номенклатуры и от объемов производства.
На первом этапе нужен роспуск гофрированного картона на определенные размеры, то есть нарезка и рилевка – это процесс образования специальной линии, по которой в дальнейшем складывается гофрокороб. Роспуск обязательно должен проходить в следующих ситуациях:
• В случае, если производитель гофротары сам не производит гофрированный картон, а закупает его у других компаний. Очень часто раскрой покупаемого гофрокартона не соответствует раскрою производимой гофротары, именно поэтому и требуется его роспуск.
• При производстве вкладышей, поддонов, прокладок, заготовок для решеток или перегородок, при производстве обечайки и других деталей и составляющих коробок.
Для роспуска гофрированного картона используют резательно-рилевочный станок.
На втором этапе идет процесс нанесения на гофрированный картон одноцветной или двухцветной печати при помощи флексографической станции.
На третьем этапе производятся заготовки для будущей гофротары:
• для изготовления обычной четырехклапанной коробки применяют слоттер или просекательно-рилевочный станок, который делает просечку и рилевку.
• для изготовления нестандартных видов гофротары, то есть гофротары сложной высечки или же для производства четырехклапанной коробки с ручками, с вентиляционными отверстиями и других нюансов используется высекательный ротационный станок или плосковысекательный станок.
На четвертом этапе идет склейка гофротары. Здесь рекомендуется использовать автоматический фальцевально-склеивающий станок. Он осуществляет склейку коробки в автоматическом режиме и укладку в пачки четырехклапанного гофрокороба. Процесс подачи заготовок в станок идет автоматически с просекательно-рилевочного станка. Напомним, что просекательно-рилевочный станок и автоматический фальцевально-склеивающий станок при их совместной работе обычно называют «автоматической линией для производства гофроящиков».
Автоматический фальцевально-склеивающий станок довольно эффективно использовать при больших объемах производства, например при производстве гофроящиков одного типоразмера не менее 30 тысяч штук. В случае, если производитель ориентируется на большую номенклатуру и на небольшие объемы производства по каждому типоразмеру, то рекомендуется использовать фальцевально-склеивающий полуавтоматический станок. Он является автоматизированным рабочим местом оператора, который будет производить склейку гофрокоробок. Это позволяет увеличить производительность одного оператора-склейщика практически в 2 раза.
На пятом этапе происходит процесс обвязки гофротары в пачки. Обвязка идет с помощью полипропиленовой ленты и специальной машинки для обвязки пачек.
На шестом этапе необходимо спрессовать отходы в кипы при помощи пресса для отходов.
soyz.by
Производство и виды гофрокартона. Статья | Родикон
Разработка и появление гофрокартона. Как всё начиналось?
 На сегодняшний день гофрокартон является одним из важнейших и востребованных материалов в сфере производства упаковочных изделий и тары.
На сегодняшний день гофрокартон является одним из важнейших и востребованных материалов в сфере производства упаковочных изделий и тары.
Изготовление гофрокартона отличается эффективными и налаженными технологиями производства, качественным сырьём, и в результате – огромным ассортиментом производимых видов упаковок и тары из картона гофрированного типа.
А сама идея, которая впоследствие послужила началом производства первого экземпляра гофрокартона, появилась более ста лет назад.
Основополагающей целью разработки и последующего создания гофрокартона стала необходимость получить такой упаковочный материал, который бы обеспечивал надёжную защиту различных товаров от всевозможных негативных воздействий на него (удары, падания, вибрация при перевозке и т.д.).
Основным материалом для создания гофрокартона является непосредственно картон и специальная бумага для обеспечения внутреннего слоя. А материалом для производства бумаги стало не что иное, как целлюлоза.

А вот первым из европейцев, кто сумел получить из простой древесной массы такое вещество как целлюлозу, был немец Генрих Вольтер. Также именно он в дальнейшем разработал и внедрил технологию массового производства бумаги. Всё это происходило в далеком 1844 году.
Но Генрих Вольтер был не единственным, кто разработал и предложил способ получения целлюлозы. Существует также и альтернативный метод добычи целлюлозы, ставший «революционным» в сфере бумажного производства. Его придумал Ф. Келлер.
Первым, кто использовал гофрокартон в роли защиты бутылок из стекла от всевозможных механических повреждений, стал американец А. Джонс. Это было в 1871 году.
Современный гофрокартон – это модифицированный продукт, полученный из гофрированной бумаги. Изучив данный материал, исследователи и учёные 19 века определили ряд преимуществ гофрокартона и не пытались разработать новые, более эффективные технологии изготовления гофрокартона.
Видео «Выставка современных гофротехнологий» (3 мин. 38 сек.)
Видео «Процесс изготовление гофрированного картона» (2 мин. 51 сек.)
Именно в 1879 году произошло так называемое «рождение» первой коробки из картона. В это же время начали применять специальные штампы для рубки изделий необходимой формы и размеров, а также изготовления ровных сгибов (биговка).
 Американец О. Лонг в 1881 году получил первый патент на производство гофрокартона. Он разработал метод изготовления двухслойного гофрированного картона.
Американец О. Лонг в 1881 году получил первый патент на производство гофрокартона. Он разработал метод изготовления двухслойного гофрированного картона.
А уже спустя один год, в 1882 году, Р. Томпсон (также американец), получил патент на изготовление уже трёхслойного картона из гофры. С его появлением (произошло это в 1897 году), технология паковки коробок по методике Роберта Гейра, раскрыла перед тарой из гофрокартона двери в новые сегменты на рынке сбыта.
Для того, чтобы изготавливать гофрированный картон и различную тару из него, разрабатываются и создаются специальные установки и машины, строятся фабрики и открываются заводы не только в Америке, но и в Европе. 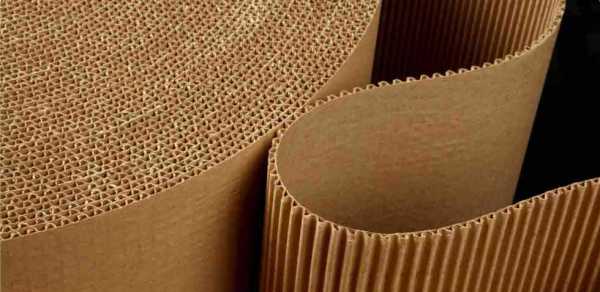
Начиная с ХХ века гофрокартон завоевал весь мир. В такой ситуации нейтральной не осталась и Россия. Однако наиболее массовое изготовление гофрированного картона началось в Советском Союзе сразу после окончания Великой Отечественной войны.
В современной России интерес к гофрированному картону и его производству только вырос.
Видео «Станок для производства решеток из гофрокартона» (6 мин. 07 сек.)
Производство гофрированного картона. Появление специального оборудования для изготовления гофрокартона
 Первая созданная установка, предназначенная для осуществления процесса гофрирования бумаги, была очень проста и достаточно примитивна.
Первая созданная установка, предназначенная для осуществления процесса гофрирования бумаги, была очень проста и достаточно примитивна.
Два громоздких рифлёных вала, для создания которых использовались устаревшие пушечные стволы, требовали задействовать немало усилий, так как приводились в движение с помощью человеческой физической силы. Такие валы составляли в длину 665 мм и очень длительный период времени диктовали ширину изготавливаемого гофрокартона, а также бумаги для него.
Данные валы необходимо было нагревать. И первоначально для этого применялись газовые горелки. Однако в связи с тем, что очень часто происходило возгорание проходящей через валы бумаги, газовые горелки заменили специальными установками с паровым обогревом.
Видео «Открытие завода по производству гофрированного картона» (1 мин. 06 сек.)
Специальное оборудование для изготовления гофрокартона изначально разрабатывалось и создавалось в маленьких мастерских. А уже потом, когда производство картона достигало всё больших масштабов, оборудование модернизировалось.
Мощные и эффективные установки стали устанавливаться на крупномасштабных машиностроительных заводах всевозможных компаний, которые полностью или частично специализировались на производстве усовершенствованного вида оборудования.
Для переработки листов гофрокартона в необходимые заготовки (ящиков, коробок и т.д.) изначально применялись существовавшие переплётные, а также картонажные установки, которые могли дать возможность работать с листами гофрированного картона длиной 665 мм.
Впоследствии такие листы достигли длины от 850 до 1000 мм. Однако для изготавления упаковочных ящиков из гофрирокартона небольших габаритных размеров совсем не требовалось применение установок с большой рабочей шириной.
Видео «Автоматическая линия по производству гофротары» (1 мин. 22 сек.)
Такими машинами были: рубильные машины, рулёвочно-резательные и т. д. А для обеспечения прорезей применялись дисковые пилы. Учитывая увеличение требований к гофрирокартона, происходил процесс усовершенствования и гофрировальных установок. Это привело к тому, что стали появляться целые гофрировальные комплексы, которые включали в себя различные этапы производства гофрированного картона — от размотки свёрнутых рулонов картона и до получения листов трёх-, пяти- и семислойного гофрокартона.
Видео «Специальная линия для производства двухслойного гофрированного картона» (5 мин. 45 сек.)
Видео «Современный гофроагрегат для производства пятислойного гофрокартона» (7 мин. 23 сек.)
Видео «Специальный гофроагрегат для производства семислойного гофрокартона» (12 мин. 32 сек.)
rodikon.ru
Оборудование для производства картона: гофрированный картон из макулатуры
 Картон – это материал, используемый в различных сферах жизни. Его производство – дело весьма прибыльное, но для этого необходимо прежде всего приобрести необходимое оборудование.
Картон – это материал, используемый в различных сферах жизни. Его производство – дело весьма прибыльное, но для этого необходимо прежде всего приобрести необходимое оборудование.
При открытии своего бизнеса, основной вопрос — что именно производить? От этого во многом зависит успех всей операции, ведь именно от востребованности товара зависит, окупятся ли инвестированные в бизнес средства.
Отличной идеей будет направить силы и средства в производство картона, ведь его используют для самых разных целей – в качестве упаковки, при изготовлении канцтоваров и т.д. В данной статье будет подробно описано, как производится этот повсеместно используемый материал, а также какое оборудование для производства картона нужно будет приобрести.
Необходимое оборудование для производства картона
Для того, чтобы производить картон, потребуется специальная машина, или, как ее еще называют, линия для производства картона. Входят в эту линию следующие станки для производства картона:
- Мельница для размешивания материала.
- Напорный ящик. Он обеспечивает равномерное распределение массы сырья по сетке. К тому же скорость выхода сырья должна совпадать со скоростью работы сетки. Именно от напорного ящика во многом зависит качество продукта. Для современных машин по производству картона используют закрытый тип напорного ящика – они наиболее удобны для работы на высоких скоростях. Открытый же тип подойдет только для моделей, работающих до 300 м/мин.
- Сеточная часть. Может состоять из одного, двух или трех слоев. Состоит этот элемент из формующей доски, осушающих элементов, гидропланок и отсасывающих ящиков. Промывают сетки под высоким давлением.
- Пресс. С его помощью выполняется обезвоживание материала перед сушкой, а также его уплотнение. Состоит пресс из нескольких валов. Очищение механизма производится с помощью шаберов.
- Сушилка. Представляет она собою совокупность специальных сушильных цилиндров. Обезвоживание материала производится при помощи выпаривания.
- Каландр. Придает картону необходимую толщину, а также делает его гладким.
- Приводы – механический и электрический.
Хорошим вложением средств может стать производство ПЭТ пакетов. Узнайте о необходимом оборудовании для производства полиэтиленовых пакетов и начните свой бизнес уже сейчас!
На этой странице вы узнаете многое о технологии лесопиления, что позволит вам успешно открыть свой бизнес по обработке древесины.
Технология производства картона
Для такой вещи как производство картона технология существует далеко не одна. Если картон производится «с нуля», а не вследствие вторичной обработки бывшей в использовании бумаги или картона, то весь процесс можно распределить на два блока: подготовку сырья и непосредственно производство картона. Также будущий картон наполняют различными компонентами, которые придадут конечному продукту водоотталкивающие свойства, а также улучшат эластичность.
Процесс подготовки сырья
Вначале растительные волокна размачивают и мелят на специальных мельницах. В зависимости от того, насколько тщательно будет выполнен помол, зависит качество картона: тщательно перемолотые волокна в результате дают более плотную и прочную бумагу, из сырья более грубой структуры картон будет более рыхлый. Зависит качества помола от многих факторов: длительности процесса, температуры, скорости работы перемалывающего элемента и т.д.
Когда же сырье готово, можно перейти к производству. Оно включает в себя следующие этапы:
- Вначале полученная масса напускается на сетку. Делается это при помощи вышеописанного устройства – напорного ящика.
- Формирование листов. Делается это на сеточной части и позволяет придать материалу форму листа. Пока что структура такого листа довольно пориста, уплотнение же будет производиться на следующих этапах.
- Прессовка. С помощью состоящего из нескольких валов пресса достигается нужная плотность бумаги, также производится первичная сушка.
- Просушка. Здесь обезвоживание картона происходит окончательно. Волокна картона сближаются еще сильнее, что значительно повышает прочностные свойства.
- Отделка путем прохождения через валы каландра. В каландре обычно присутствует до 8 валов, через которые картон проходит под все нарастающим давлением. На этом этапе придается гладкость и лоск. После этого готовый картон можно нарезать и упаковывать.
Возможно, вам будет полезна статья о технологии производства носков.
Прочитав эту статью, вы узнаете как выбрать станок для изготовления салфеток.
Чтобы узнать технологию изготовления фанеры перейдите по ссылке — http://buisiness-oborudovanie.com/dlya-derevoobrabotki/oborudovanie-dlya-proizvodstva-fanery.
Производство картона из макулатуры
Кроме древесины и целлюлозы, для изготовления бумаги используется и вторсырье – говоря более привычным языком, макулатура. Для такого дела как производство картона из макулатуры обычно берется картон группы «Б» или «В», то есть – некрашеный картон, цветной картон, газеты. Существует и некий смежный вариант, то есть для картона будет использоваться как древесина, так и макулатура. Макулатурный картон довольно рыхлый и при этом менее эластичный, зато куда более дешев.
Картон из древесины используется в основном для упаковки товаров, чья стоимость очень высока, а картон из вторичного сырья вполне можно использовать и для бытовых нужд.
Технология производства та же – макулатуру измельчают, замачивают, перемалывают и приступают к алгоритму, описанному выше.
Используемое оборудование для производства гофрированного картона
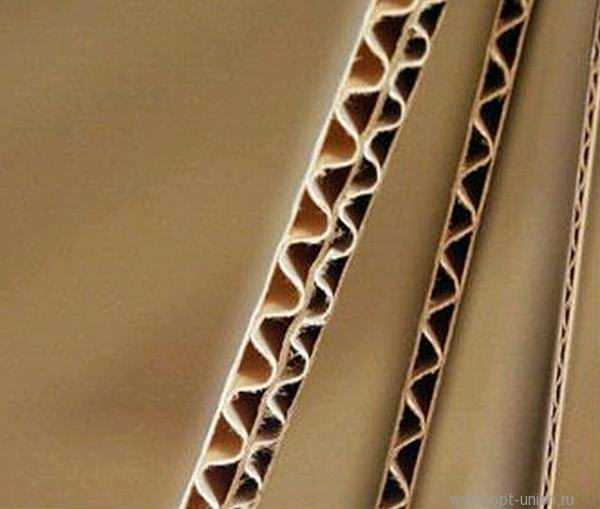
 Одной из разновидностей картона является гофрокартон. Он очень удобен при использовании в качестве упаковочного материала – гофрированный картон весьма устойчив к механическим повреждениям, к вибрации, а также он хорошо защищает от падения с небольшой высоты. Наиболее распространенным являются трехслойный, пятислойный и семислойный картон, но базовым является трехслойный – остальные получаются путем склеивания нескольких трехслойных один поверх другого. Нижний и верхний слои – прямые, а расположенный между ними лист картона сложен гармошкой, так что получается своеобразный «бутерброд».
Одной из разновидностей картона является гофрокартон. Он очень удобен при использовании в качестве упаковочного материала – гофрированный картон весьма устойчив к механическим повреждениям, к вибрации, а также он хорошо защищает от падения с небольшой высоты. Наиболее распространенным являются трехслойный, пятислойный и семислойный картон, но базовым является трехслойный – остальные получаются путем склеивания нескольких трехслойных один поверх другого. Нижний и верхний слои – прямые, а расположенный между ними лист картона сложен гармошкой, так что получается своеобразный «бутерброд».
Производство гофрированного картона во многом отличается от производства картона обычного, и, соответственно, линия для производства картона будет содержать дополнительные устройства. Точнее, начинается все почти одинаково, а вот начиная с высушивания начинаются отличия. Для изготовления гофрированного картона понадобится следующее дополнительное оборудование:
- После просушивания нагретый картон передается в гофрирующий пресс. Валы у такого пресса специальные, зубчатые, за счет чего и достигается эффект «гармошки».
- Далее гофрированный картон передается в машину для нанесения клея. На вершины гофров помещается слой клеевой пленки, а затем сверху и снизу прикрепляется обычный, плоский картон. Далее следует еще одна сушка.
Какое оборудование для производства картона сейчас распространено на рынке?
В России существует несколько основных поставщиков подобного оборудования. Эти фирмы будут перечислены ниже.
- ООО «КМВ-Картон», город Ессентуки. Продукция этой компании отличается умеренными ценами и вполне неплохим качеством, тем более, что предлагается широкий выбор оборудования для производства именно картона.
- ООО «Пертрокартон», Санкт-Петербург. Довольно известная фирма, и, надо сказать, заслуженно – их товары пользуются спросом на рынке уже многие годы.
- ООО «Гофротара», Миасс. Данный поставщик специализируется на оборудовании для производителей гофрированного картона.
Видео по производству картона
buisiness-oborudovanie.com
Технология производства гофрокартона | Статьи — Промышленный каталог статей
Гофрокартон остается одним из самых популярных материалов для производства упаковки. Это экологический продукт, легко подвергающийся вторичной переработке и обладающий низкой стоимостью и достаточной прочностью.
Гофрокартон остается одним из самых популярных материалов для производства упаковки. Это экологический продукт, легко подвергающийся вторичной переработке и обладающий низкой стоимостью и достаточной прочностью.
Гофрокартон бывает 2-х, 3-х, 5-ти или 7-слойным. В зависимости от плотности сырья и высоты гофров, различают следующие марки гофрокартона: Е (1.1 — 1.6 мм), В (2.2 — 3.2 мм), С (3.2 — 4.4мм) и А (4.4 — 5.5мм).
Для производства гофрокартона используется бумага для гофрирования, имеющая плотность от 100 до 140 г/м², картон для плоских слоев плотностью от 150 до 235 г/м² бурого или белого цвета, а также крахмальный или силикатный клей.
Изготовление гофрокартона представляет собой несложный процесс. Тем не менее, этот процесс должен соответствовать ряду требований.
Требования к условиям производства гофрокартона
Производство гофрокартона осуществляется в специальном помещении, площадь которого должна оставлять около 800 м². Необходимо наличие подъемного механизма (тельфера или электропогрузчика).
Температура в производственном помещении должна быть не ниже 18°C, влажность — не более 80%.
Описание технологического процесса
Перед началом производственного процесса рулоны бумаги для гофрирования и картона для плоских слоев должны в течение суток находиться в помещении с температурой воздуха не ниже 15°С, где происходит процесс их кондиционирования.
Затем рулоны закрепляются на размоточном станке (раскате), после чего бумага и картон поступают на специальные разогревающие цилиндры и промежуточные валики, где происходит их увлажнение и равномерный нагрев. Это способствует более глубокому проникновению клея в толщину бумаги и лучшему склеиванию с картоном.
Далее бумага для гофрирования поступает в гофрировальную машину (гофрирующий пресс). Здесь она проходит между нагретых до 150-180°С зубчатых гофрирующих валов, в результате чего образуется волнистый слой заданного профиля. Размеры гофров зависят от конфигурации зубьев валов.
После этого гофрированная бумага поступает в клеенаносящую машину. При помощи клеевого вала на вершины гофров одной из сторон наносится клеевая пленка (количество наносимого клея регулируется изменением положения дозирующего вала). Затем гофрированный слой совмещается с плоским картоном, который под действием прижимного вала плотно приклеивается к вершинам гофров. Этот этап завершает процесс производства двухслойного гофрокартона.
Получившийся двухслойный гофрокартон по наклонной транспортерной ленте подается на накопительный мост, а затем в клеильную машину, где происходит нанесение клея на свободную сторону гофрированной бумаги.
После этого гофрированный картон подается в сушильное устройство, где происходит его склеивание и сушка. Процесс сушки осуществляется при помощи сушильных плит и сушильной машины. Нагрев может производиться при помощи пара или электричества.
В процессе сушки из слоев гофрокартона удаляется лишняя влага, происходит окончательное затвердевание клея. Далее гофрокартон поступает на охлаждающую часть линии.
Процесс сушки с последующим охлаждением во многом определяет качество получившегося гофрокартона.
После этого гофрокартон подается в секцию продольно-поперечной резки, где он раскраивается и разрезается при помощи системы дисковых ножей. Процесс резки часто сочетается с рилеванием, или уплотнением гофрокартона на прямолинейном участке определенной ширины. В результате образуются линии рилевки, вдоль которых осуществляется перегиб листов гофрокартона. Рилевание производится при помощи так называемых рилевочных муфт.
Затем гофрокартон нарезается на листы необходимой длины, из которых в дальнейшем изготавливается тара.
www.12821-80.ru
Как организовать бизнес на производстве гофрокартона
Содержание статьи
Организация любого бизнеса, включая бизнес на производстве гофрокартона, начинается с анализа рынка сбыта готовой продукции. Зная результаты такого анализа, можно устанавливать необходимые мощности производства. Гофрокартон является исходным материалом для изготовления POS-материалов (шоубоксов и мобайлов), гофротары, гофроконтейнеров, гофролотков, вкладышей для картонных ящиков.
Чтобы достичь максимальной прочности гофротары, гофры картона должны располагаться по высоте короба. Но, при укладке в короб продукции, нагрузка может распределяться разнонаправлено, вот почему гофры в ящике могут быть не только вертикальные. Следует тщательно изучить технологию производства гофрокартона. Прежде всего, листы картона нарезаются на заготовки, затем формируют линии высечения клапана и линии сгиба, при этом линия сгиба должна быть по всей площади (длина, ширина) листа картона, а также быть равномерной. Гофротара на заключительном этапе проходит склейку, сшивку и упаковку развертки короба. Для того, чтобы гофротара приняла необходимый вид, ее сшивают при помощи стальной скобы. Если гофротара будет использоваться для упаковки продуктов питания, то материал и конечная продукция должна быть допущены к использованию санэпидемстанцией. Для изготовления самосборной тары и тары более сложной конфигурации, применяется специальная штанц-форма.
Готовую продукцию необходимо упаковать при помощи полипропиленовой ленты в пачки. Для формирования пачек применяют специальные полуавтоматы. Тара из гофрокартона связывается в пачки по 10, 15, 18, 25 штук. Пачки укладываются на поддоны, по желанию заказчика, их можно обмотать специальной стрейч-пленкой. Гофрокартон имеет толщину от 3 до 100 мм.
Преимущества гофрокартона
Гофрокартон, как упаковочная тара, нашел широкое распространение.
Гофротара устойчива к механическим нагрузкам и ударам.
Тара из гофрокартона, имеющая много гофрированных слоев, прочнее.
В процессе перевозки тара сохраняет свою форму, она устойчива к вибрациям.
Упаковка из гофрокартона не подвержена проникновению влаги, без труда складывается и легко транспортируется.
Сам материал изготавливается из бумажных отходов (макулатуры), поэтому его стоимость вполне приемлема.
Практически любой товар требует упаковки, особенно это касается хрупких изделий и товаров пищевой промышленности.
Так как тара из гофрокартона воздухонепроницаема и экологична, то при перевозке в ней продукты не портятся. В такой таре они долго сохраняют товарный вид и вкусовые качества, не подвергаются гниению и остаются свежими длительное время.
Гофра создает изолирующий воздушный слой и одновременно предотвращает товар от механических повреждений, а также сохраняет форму коробки и содержимого даже после длительной транспортировки.
Материал для производства тары универсален, что позволяет постоянно обновлять ассортимент — это несомненное преимущество для развития бизнеса.
Необходимое производственное оборудование
Для изготовления тары необходим станок вырубной ВМ-1100 или ВМ-60. Он предназначен для плоской высечки гофротары.
Также нужно закупить линию для склейки гофрокоробов четырехклапанных.
Для вырубки деталей из гофрированного картона применяют пресс.
Тиснение, перфорация и биговка достигается с помощью применения штанц-формы, которая закрепляется между валами. Полуавтомат является основой производственной линии.
Сбыт продукции нужно наладить, используя прямые связи с производителями бытовой химии и продуктов питания. Крупные производители постоянно нуждаются в качественной упаковке своей продукции. Чтобы определиться с первоначальными инвестициями, нужно рассчитать стоимость прикладного и станочного оборудования, подсчитать конечную стоимость выпускаемой гофротары.
Линия склейки обойдется в $13 тыс. а станок для высечки $5 тыс. Сюда следует добавить расходы на скрепки, клей, скотч, сырье и транспорт. Если добавить дополнительные расходы, то для открытия дела необходимо располагать денежными средствами в размере 30 тыс. долларов.
Этот бизнес считается наиболее стабильным, он мало подвержен влиянию экономической ситуации. Предполагаемый доход будет не менее 10 тысяч долларов при постоянной занятости.
delo360.ru